
 English
English русский
русский Deutsch
DeutschCustom High Efficiency Motor Mini Vacuum Pump
Home / Products / Vacuum Pumps & Refrigeration Tools / Vacuum Pump & Accessories / High Efficiency Motor Mini Vacuum Pump


The High Efficiency Motor Mini Vacuum Pump is a compact and powerful solution designed to meet the demands of modern industries where space is at a outstanding and efficiency is key. This mini vacuum pump is engineered to deliver high performance with minimal energy consumption, making it a good choice for applications where both power and precision are required.
1. High Efficiency Motor
The heart of the High Efficiency Motor Mini Vacuum Pump is its high efficiency motor. This motor is designed to consume less power while providing the same level of performance as traditional motors. The result is a significant reduction in energy costs over time, making this pump an economical choice for businesses looking to reduce their operational expenses.
2. Compact Design
The mini vacuum pump's compact design allows it to be easily integrated into tight spaces where larger pumps would not fit. This makes it ideal for use in confined areas or as part of a larger system where space is limited. The compact size also contributes to its portability, making it a versatile tool for various applications.
3. Quiet Operation
One of a features of this mini vacuum pump is its quiet operation. The high efficiency motor reduces noise levels, making it suitable for use in environments where noise pollution is a concern. This is particularly beneficial in laboratories, medical facilities, and other sensitive settings.
4. Durable Construction
The High Efficiency Motor Mini Vacuum Pump is built to last, with a durable construction that can withstand the rigors of continuous use. Its robust design ensures that it can operate reliably for extended periods without the need for frequent maintenance or replacement.
5. Easy Maintenance
Despite its high performance, the mini vacuum pump is designed for easy maintenance. Its components are accessible, making it simple to clean and service. This reduces downtime and maintenance costs, further enhancing its value to users.
6. Versatility
The pump's versatility is another key selling point. It can be used in a wide range of applications, from medical equipment to industrial processes, where a vacuum is required. Its ability to handle various tasks makes it a valuable addition to any toolkit.
7. Energy Saving
The energy efficiency of the High Efficiency Motor Mini Vacuum Pump is not just about reducing costs; it also contributes to environmental sustainability. By consuming less power, the pump helps to reduce the carbon footprint of operations, aligning with the growing global focus on eco-friendly practices.
8. Reliability
The reliability of the mini vacuum pump is a direct result of its high-quality components and precision engineering. It is designed to operate consistently, even under demanding conditions, ensuring that it can be depended upon in critical applications.
9. Low Vibration
The high efficiency motor also contributes to the pump's low vibration levels. This is particularly important in applications where precision is crucial, as vibration can affect the accuracy of processes. The low vibration design ensures that the pump can be used in sensitive environments without causing disturbances.
The High Efficiency Motor Mini Vacuum Pump is a powerhouse of efficiency and performance, designed to meet the demands of modern industries. Its combination of high efficiency, compact design, quiet operation, and durability make it a good choice for a wide range of applications. With its focus on energy savings, low operating costs, and environmental sustainability, this mini vacuum pump is not just a tool but a strategic investment for businesses looking to future-proof their operations.

The Refrigeration Compressor Copeland Brass Stop Valve is a ...
See Details
The Refrigeration Copeland Brass Stop Valve is a outstanding...
See Details
The Compressor Refrigeration System Oval Flange is a special...
See Details
In the realm of refrigeration systems, the compressor plays ...
See Details
Refrigeration systems are integral to maintaining good tempe...
See Details
The Refrigeration System Oil Distribution Valve is a critica...
See Details
In the complex architecture of modern refrigeration systems,...
See Details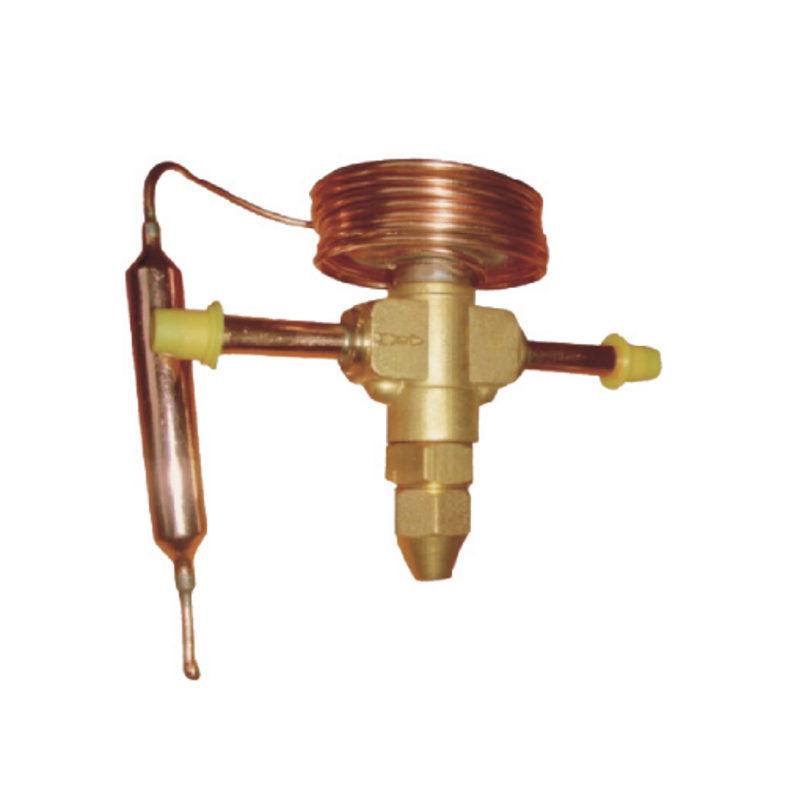
In the realm of heating, ventilation, and air conditioning (...
See Details
In the complex machinery of refrigeration systems, valves ar...
See Details
In the sophisticated world of air conditioning and refrigera...
See Details
In the realm of cold storage facilities, maintaining a safe ...
See Details
In the realm of industrial refrigeration, the selection of v...
See Details


The growing demand for compact industrial equipment, customized machinery, and efficient fluid management systems is changing how companies ...
READ MOREWith the rapid expansion of global food distribution networks, pharmaceutical logistics hubs, and cross-border warehousing systems, large-sc...
READ MOREIn recent years, cold chain logistics has shifted from manual temperature checking to fully data-driven operation systems. Across overseas p...
READ MORE
OEM High Efficiency Motor Mini Vacuum Pump Supplier


