
 English
English русский
русский Deutsch
DeutschCustom Refrigeration Rotation Lock Thread Valve with Cone
Home / Products / Refrigeration Valves and Parts / Refrigeration Valves / Refrigeration Rotation Lock Thread Valve with Cone



Refrigeration systems are integral to maintaining good temperatures in various applications, from commercial refrigeration to industrial cooling processes. A critical component within these systems is the Refrigeration Rotation Lock Thread Valve with Cone, which offers a range of benefits that enhance system performance, reliability, and safety.
1. Enhanced Security and Leak Prevention:
The Rotation Lock Thread Valve with Cone is designed with a unique locking mechanism that ensures the valve remains securely in place once installed. This feature is particularly beneficial in preventing leaks, which can be costly and hazardous in refrigeration systems. The cone-shaped design provides a tight seal, reducing the risk of refrigerant leakage and potential environmental damage.
2. Ease of Installation and Maintenance:
These valves are engineered for ease of installation, with a thread design that allows for quick and secure attachment to refrigeration lines. The cone feature simplifies the connection process, ensuring a proper fit without the need for additional sealing materials. Maintenance is also simplified due to the valve's design, which allows for easy disassembly and reassembly when necessary.
3. Durability and Longevity:
Made from high-quality materials, the Refrigeration Rotation Lock Thread Valve with Cone is built to withstand the pressures and temperatures common in refrigeration systems. The robust construction ensures that the valve will not corrode or degrade over time, providing long-term reliability and reducing the need for frequent replacements.
4. Precision Flow Control:
The valve's design allows for precise control over the flow of refrigerant, which is crucial for maintaining the efficiency of the refrigeration system. By regulating the flow accurately, the valve helps to optimize the system's performance, reducing energy consumption and ensuring consistent cooling.
5. Compatibility with Various Refrigerants:
One of the significant advantages of the Rotation Lock Thread Valve with Cone is its compatibility with a wide range of refrigerants. This versatility allows the valve to be used in various types of refrigeration systems, making it a versatile choice for different applications.
6. Reduced System Noise:
The valve's design helps to minimize noise within the refrigeration system. The cone-shaped thread interface dampens vibrations and reduces noise transmission, contributing to a quieter operating environment.
7. Improved System Efficiency:
By providing a secure seal and precise control over the refrigerant flow, the valve contributes to the overall efficiency of the refrigeration system. This can lead to energy savings and reduced operational costs over time.
8. Safety Features:
The valve is designed with safety in mind. The rotation lock feature prevents accidental opening or closing of the valve, which could lead to system failure or safety hazards. This feature is particularly important in environments where the refrigeration system is critical to the operation, such as in food storage or industrial processes.
9. Corrosion Resistance:
The materials used in the construction of the Refrigeration Rotation Lock Thread Valve with Cone are resistant to corrosion, which is a common issue in refrigeration systems due to the presence of various chemicals and the moist environment. This resistance extends the life of the valve and reduces maintenance requirements.
In conclusion, the Refrigeration Rotation Lock Thread Valve with Cone is a critical component in refrigeration systems, offering a range of benefits that contribute to the system's efficiency, safety, and longevity. Its design, materials, and features make it a reliable choice for professionals in the refrigeration industry.

The Refrigerant Copeland Brass Stop Valve is a special compo...
See Details
The Refrigeration Compressor Copeland Brass Stop Valve is a ...
See Details
In the realm of refrigeration systems, the compressor plays ...
See Details
In the complex world of refrigeration systems, precision con...
See Details
The Refrigerant Suction Rotalock Connector Valve is a critic...
See Details
The Compressor Refrigerant Suction Tees Valve is a crucial c...
See Details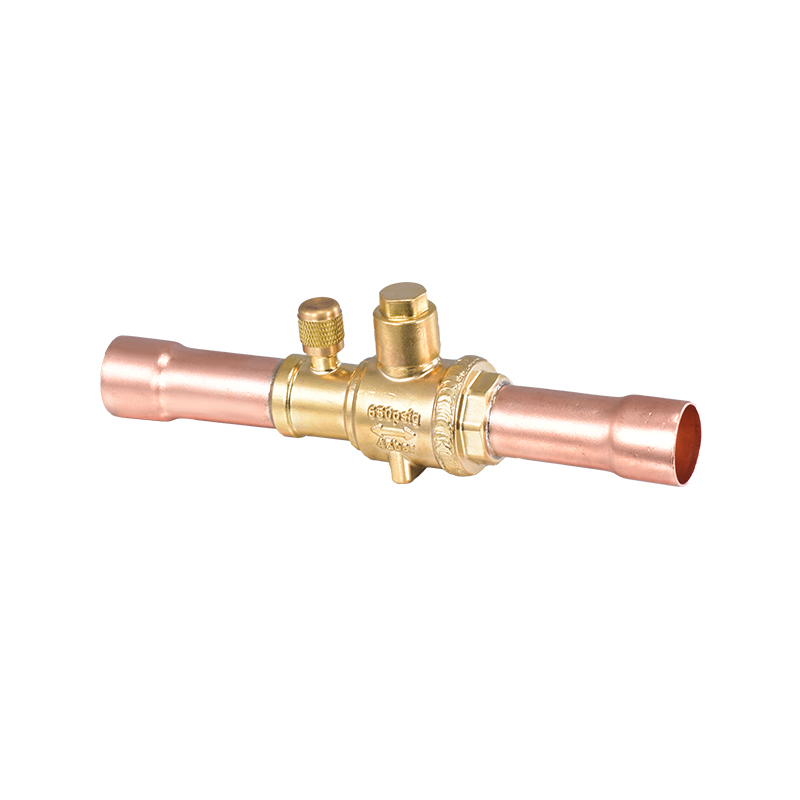
In the realm of heating, ventilation, and air conditioning (...
See Details
In the complex world of refrigeration systems, valves play a...
See Details
In the complex machinery of refrigeration systems, the therm...
See Details
In the realm of heating, ventilation, and air conditioning (...
See Details
In the intricate world of refrigeration systems, the refrige...
See Details
In the complex machinery of refrigeration systems, valves ar...
See Details


The growing demand for compact industrial equipment, customized machinery, and efficient fluid management systems is changing how companies ...
READ MOREWith the rapid expansion of global food distribution networks, pharmaceutical logistics hubs, and cross-border warehousing systems, large-sc...
READ MOREIn recent years, cold chain logistics has shifted from manual temperature checking to fully data-driven operation systems. Across overseas p...
READ MORE
OEM Refrigeration Rotation Lock Thread Valve with Cone Supplier


